2026-03-04
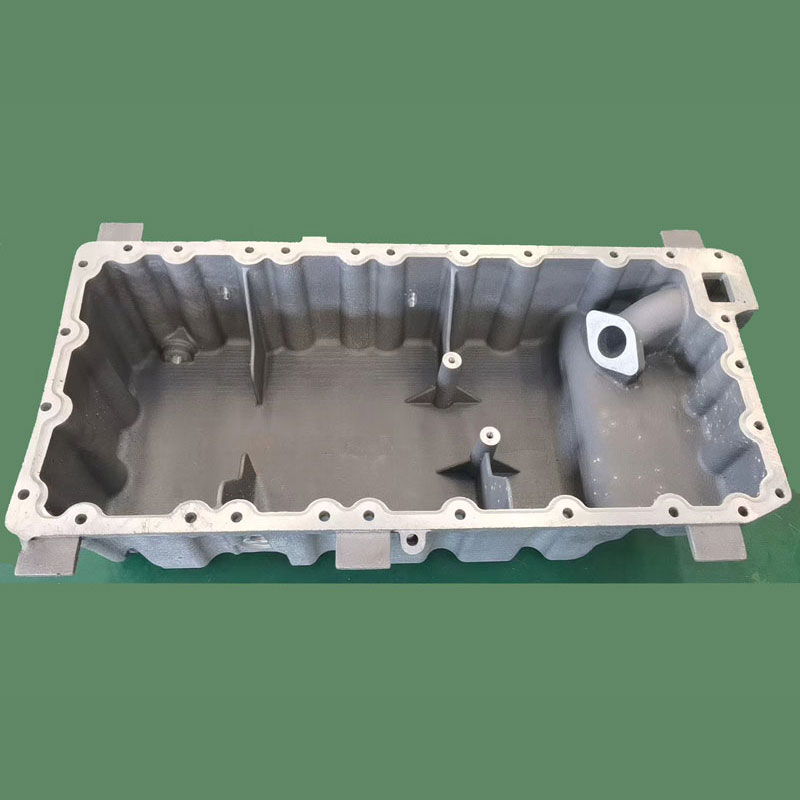
Корпус дизельного двигателя является несущей конструкцией всего агрегата, а заготовка корпуса — это первый этап, от которого зависят прочность, точность и срок службы двигателя. Являясь сложным тонкостенным литым изделием, заготовка должна выдерживать нагрузку от таких ключевых компонентов, как гильзы цилиндров, коленчатый вал и шатуны, а также длительное воздействие высоких температур, высокого давления, переменных нагрузок и сильных вибраций. Материал, технология изготовления и внутреннее качество заготовки напрямую влияют на мощность, топливную экономичность и надежность дизельного двигателя.
Что касается выбора материалов, то в качестве заготовки для блоков цилиндров дизельных двигателей в основном используетсявысокопрочный вермекулитный чугунили серый чугун, а для некоторых моделей большой мощности — стальной литейный материал. Эти материалы обладают отличной литейной текучестью, износостойкостью и амортизационными свойствами. Оптимизация соотношения элементов, таких как углерод, кремний и марганец, в сочетании с легированием микроэлементами позволяет повысить предел прочности на разрыв и усталостную прочность, что обеспечивает структурную стабильность в жестких условиях эксплуатации и предотвращает такие риски, как деформация и растрескивание блока цилиндров.
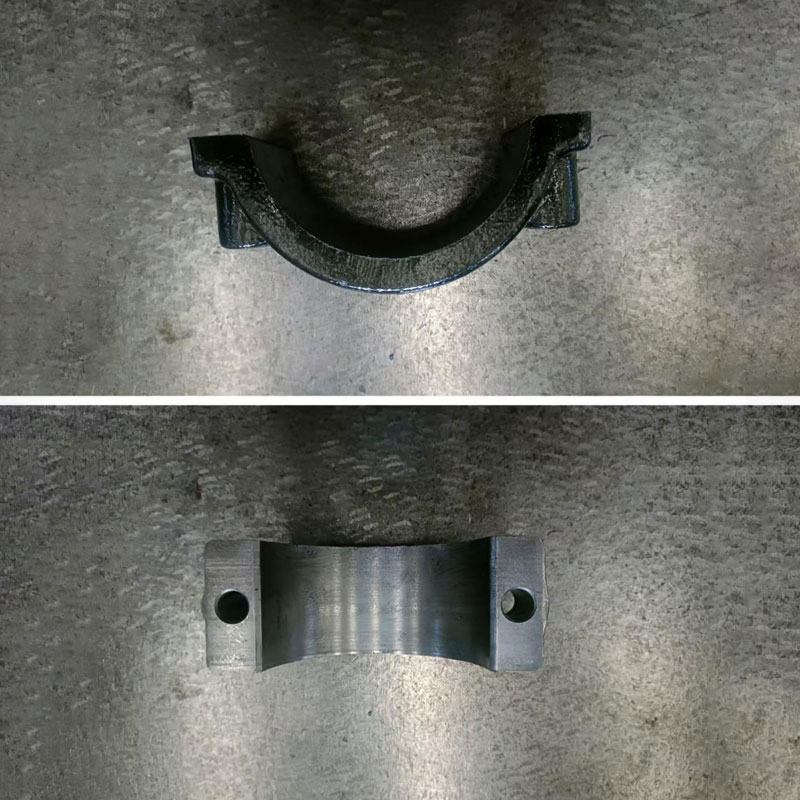
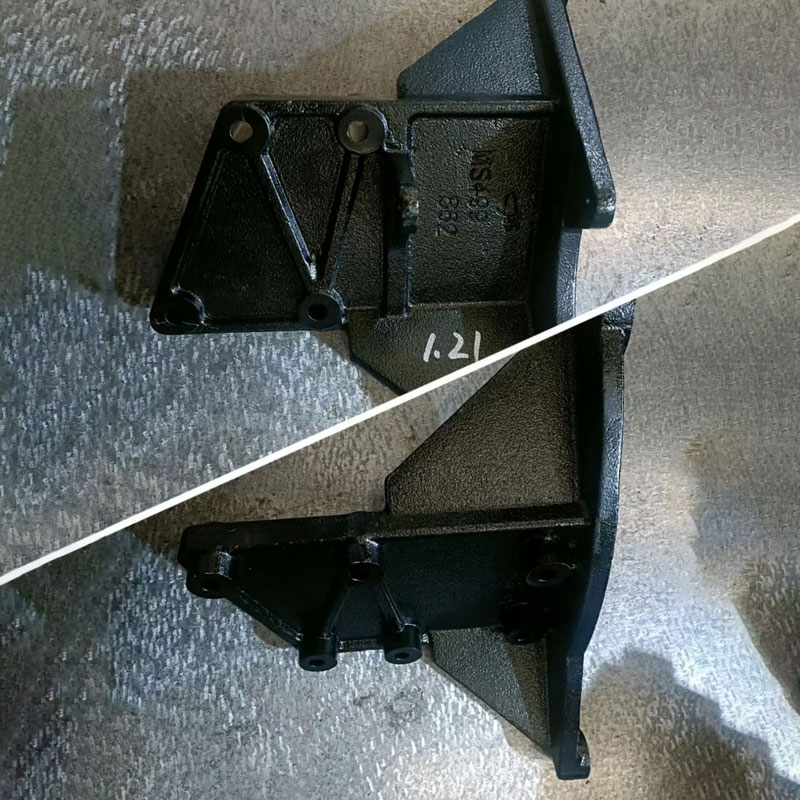
В процессе формовки преобладает литье в песчаные формы; в отрасли широко применяются передовые технологии, такие как изготовление сердечников из песка с покрытием, вертикальное литье и литье под вакуумом, в сочетании с 3D-печатью песчаных форм, что позволяет изготавливать сложные каналы и водяные рубашки в виде единого целого. В процессе производства строго контролируются температура плавки (1480–1550 °C), скорость заливки и скорость охлаждения; благодаря рациональному проектированию литниковых каналов и охлаждающих элементов удается уменьшить количество литейных дефектов, таких как усадка, поры и песчаные поры; после формования заготовки необходимо провести термообработку выдержкой для устранения внутренних остаточных напряжений и обеспечения точности размеров при последующей механической обработке.
Контроль качества является ключевым этапом в производстве заготовок. С помощью ультразвукового контроля, определения твердости и проверки точности размеров осуществляется строгий контроль внутренней плотности и допусков по внешнему виду. Качественная заготовка блока цилиндров должна иметь однородную микроструктуру и стабильные механические свойства, что создает основу для последующих этапов обработки, таких как черновая и чистая обработка, растачивание отверстий и фрезерование поверхностей. С развитием интеллектуального производства, повсеместным внедрением цифрового моделирования и замкнутого цикла управления процессами заготовки блоков цилиндров постепенно совершенствуются в направлении повышения точности, облегчения веса и повышения надежности, создавая прочную основу для повышения характеристик дизельных двигателей.
")